




Magnetic Separation Metal Detection & Conveyors for Battery Storage & Recycling
Recover Materials. Protect Equipment. Keep Operations Safe and Efficient.
Whether you're recycling lithium-ion cells, sorting manufacturing scrap, or managing critical raw materials, our solutions help you reclaim value, reduce risk, and ensure regulatory compliance.
Our systems are used in battery recycling and storage operations to:
- Remove ferrous and non-ferrous metal contamination from shredded battery material
- Protect critical equipment like shredders, granulators, separators, and processing lines
- Improve purity of battery grade lithium carbonates and graphite
- Streamline safe, automated material flow through every stage of the recycling process


Safeguarding Equipment and Maximizing Material Recovery
Metal contamination in battery recycling can compromise recovery rates, damage processing equipment, and create serious safety risks. Bunting’s magnetic separators and metal detectors are engineered to extract ferrous, non-ferrous, and weakly magnetic metals; protecting your operation while improving material purity and compliance.
Separation and Handling Solutions
We deliver systems for efficient processing of battery materials, from shredded EV cells to manufacturing scrap. Our magnetic separation and material sorting solutions are engineered to handle mixed feedstocks. Whether recovering valuable cathode and anode materials or separation for downstream processing, our technology is built to meet the challenges of modern battery recycling and manufacturing.
Energy Storage and Battery Manufacturing Equipment
-
All
-
Magnetic Separation
-
Electromagnetic Filters
-
Material Handling

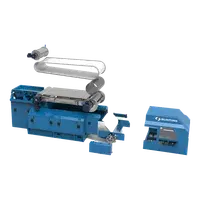
Continuously separates and discharges ferrous metals for automated, high-volume processing.
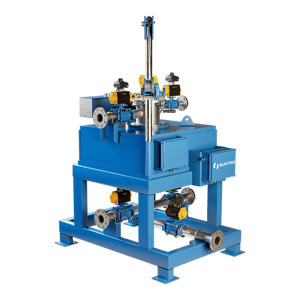
Removes fine ferrous contaminants from wet and dry products with high-strength magnetic fields.

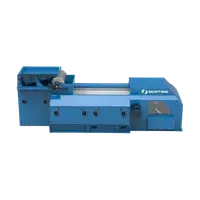
Separates weakly magnetic minerals, like garnet or ilmenite, from non-magnetic materials.
View
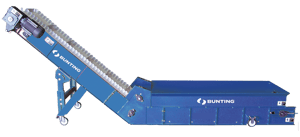
Ensure reliable movement of ferrous and non-ferrous materials.

Talk to an Application Engineer
Not sure what you need? Let’s talk through your application and identify the right solution.