

Conveyor Metal Detector
![]()
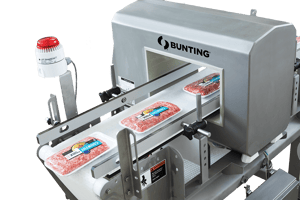
Tunnel Metal Detectors are designed to provide high-sensitivity detection of ferrous, non-ferrous, and stainless steel contaminants in a wide range of conveyed products. Available in both one-piece tunnel style for food applications and two-piece tunnel style for industrial applications, these detectors integrate easily into existing production lines to ensure product safety, equipment protection, and compliance with quality standards.
| Detects: | Ferrous, non-ferrous and stainless steel |
| Applications |
Food processing, packaging, plastics, recycling, bulk goods |

One-Piece Tunnel Style Metal Detectors
Applications
Food processing, packaging, and ingredient handling
Materials Handled
Packaged and unpackaged products, frozen foods, baked goods, bulk powders, grains, spices, dairy, meats, and snacks
Benefits
- High-sensitivity detection of ferrous, non-ferrous, and stainless steel contaminants
- Hygienic one-piece design for easy cleaning and washdown compatibility
- Integrated system with digital signal processing for high-speed accuracy
- Supports HACCP, FSMA, FDA, USDA, and GFSI compliance
- Seamless integration with pushers, diverters, or air blast reject systems
- Low-maintenance operation with durable construction for 24/7 environments

Two-Piece Tunnel Style Metal Detectors
Applications
Plastics processing, recycling, and general manufacturing
Materials Handled
Shredded plastic, granules, pellets, bulk fiber, and conveyed product on non-metallic belts
Benefits
- High-sensitivity detection of ferrous, non-ferrous, and stainless-steel contaminants
- Split-coil design enables installation around existing conveyors without cutting the belt
- Ideal for retrofitting inspection capabilities.
- Compatible with reject systems and integrates easily into automation environments
- Corrosion-resistant construction options for washdown or industrial settings
- Supports regulatory compliance and quality assurance programs across industries

Application Photos







Application Photos






Talk to an Application Engineer
Not sure what you need? Let’s talk through your application and identify the right solution.